
1380323086115343172222
")

















冀公網(wǎng)安備13098102000584號



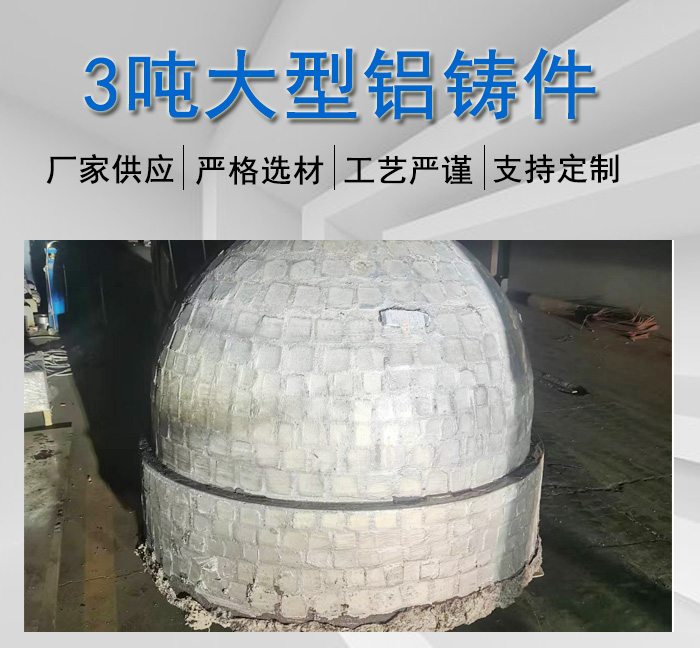
星裝備振動工裝主體,鑄重件,鑄大件-衛(wèi)星裝備振動工裝主體")